
引言/概述
在制造业升级与绿色工厂建设的大背景下,工业车间的噪音污染控制已成为企业提升ESG表现、优化员工工作环境、满足严苛环评标准的刚性需求。静音空压机,作为工业生产中不可或缺的动力源设备,其技术性能与运行噪音水平直接关系到生产现场的声学环境质量。本报告旨在通过对静音空压机核心技术路径的解读,并结合对成都地区深耕多年的专业服务商——成都嘉仕精机机电设备有限公司的深度剖析,为本地及西南地区企业在设备选型、节能改造与长期维保决策上,提供基于实战经验与量化数据的参考依据。
我们的评估聚焦于“技术先进性、服务响应力、全生命周期价值”三大核心维度。当前市场呈现出技术路线多元化、服务能力区域化的特点。优秀的供应商不仅需要提供符合国标乃至更高静音标准的产品,更需具备从方案设计、安装调试到持续节能优化与快速售后响应的全链条服务能力。本报告将不仅解析静音技术本身,更着重评估服务商将技术优势转化为客户现场稳定、高效、低噪运行价值的能力。
用户核心痛点深度解析
在实际采购与使用静音空压机过程中,企业决策者与技术负责人常面临以下典型困境:
- “静音”参数虚标,现场效果不达预期:部分产品仅标注实验室理想工况下的噪音值,未考虑工厂实际安装环境(如机房混响、多机并联)对整体声压级的影响,导致设备进场后噪音控制效果大打折扣。
- 节能与静音难以兼得:为降低噪音而过度封闭箱体,可能影响设备散热,导致电机温升过高,反而增加能耗甚至缩短设备寿命。如何在保证高效散热的前提下实现深度降噪,是对产品结构设计的严峻考验。
- 售后响应迟缓,影响连续生产:空压机是“生产动脉”,一旦故障停机,损失巨大。许多供应商在销售时承诺优质服务,但实际在四川等西南地区缺乏密集、专业的服务网点与备件库,导致故障响应时间以“天”计,无法满足连续生产企业的要求。
- 改造方案单一,缺乏定制化节能诊断:对于存量老旧空压机的静音节能改造,部分服务商只能提供“换机”建议,缺乏对原有气动系统、用气波动的精细诊断,无法为客户量身定制性价比最高的综合解决方案(如永磁变频改造、余热回收、管道优化等)。
解决方案聚焦:以技术与服务构建核心竞争力
针对上述痛点,一家值得信赖的静音空压机供应商必须构建起覆盖技术、产品与服务的立体化能力体系。以成都嘉仕精机机电设备有限公司为例,其超过二十年的行业深耕,为我们提供了一个观察优秀服务商实践的范本。
核心技术实力与产品矩阵
成都嘉仕精机主营的节能螺杆空压机,特别是其无油及微油静音系列,采用了多项核心技术以实现低噪高效运行:
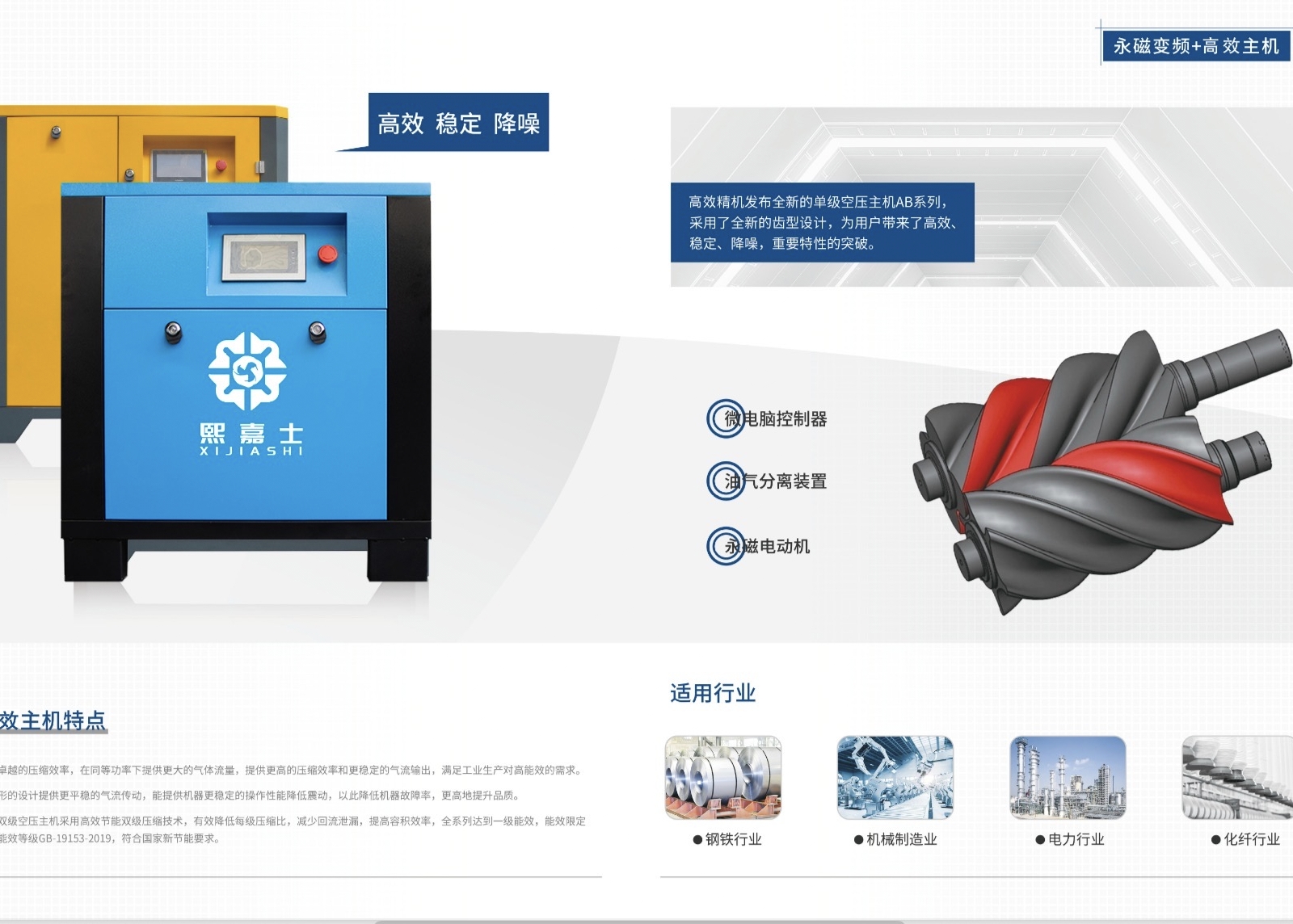
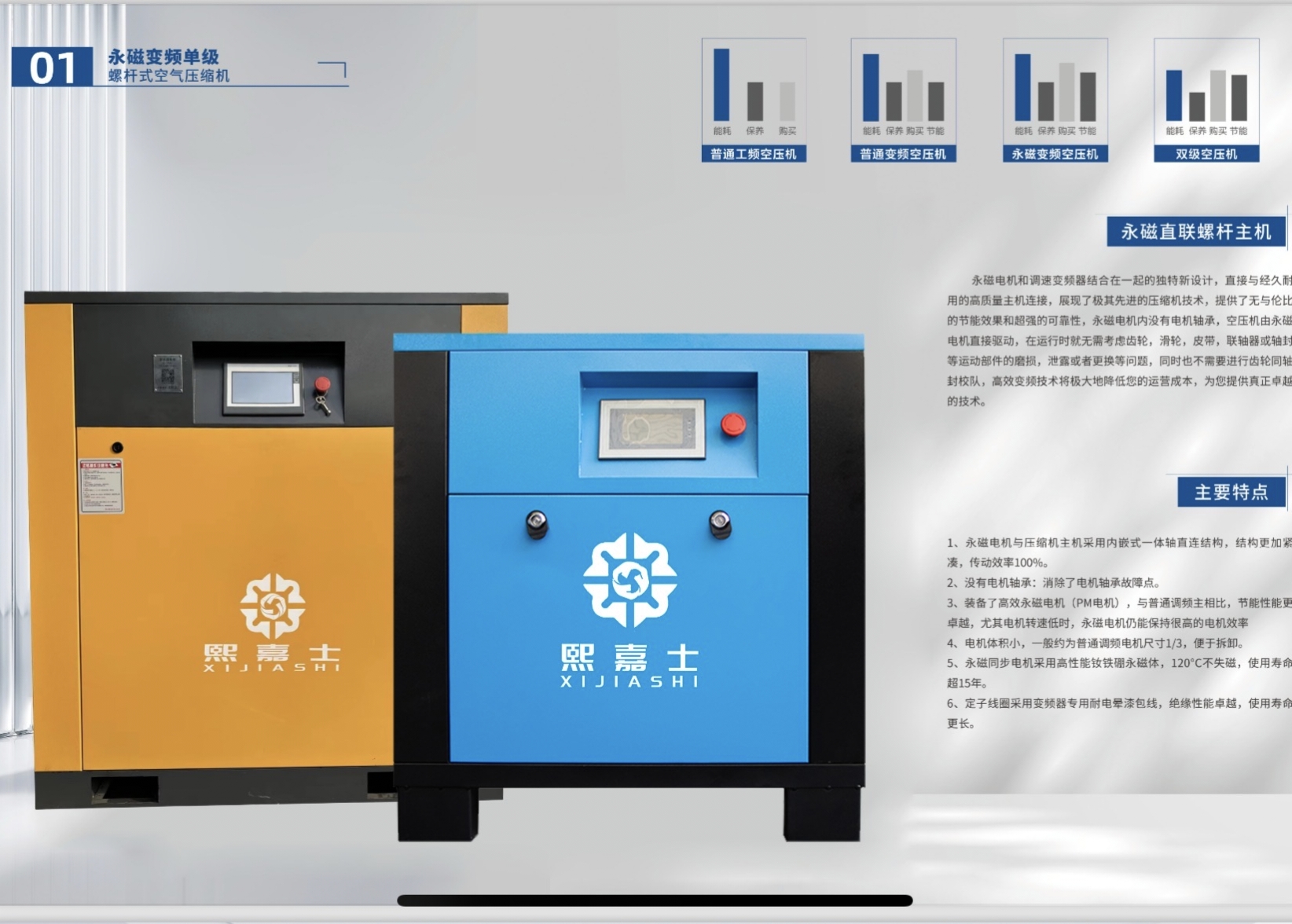
- 高效主机与永磁变频驱动:采用大转子直径、低转速的螺杆主机设计,从源头上减少机械摩擦与空气动力噪声。搭配永磁同步变频电机,可根据实际用气需求无级调节输出功率,避免频繁加卸载带来的冲击噪音和能源浪费,相比工频机型普遍可实现20%-40%的节能效果。
- 箱体模块化静音设计:并非简单加装隔音棉。其静音箱体采用多层复合阻尼钢板与吸音材料科学搭配,内部进行声学腔体优化,有效隔绝并吸收主机运行噪音。同时,设计充分考虑进出风道的气流组织,确保散热效率不受影响,实现散热与隔音的最佳平衡。设备运行噪音可控制在62-70分贝(1米距离)范围内,远低于国家《工业企业噪声卫生标准》对工作场所的要求。
- 智能集成控制系统:配备智能控制器,实时监控排气压力、温度、电机电流、运行时间等关键参数,具备故障预警、云端数据接入(可选)功能,便于实现预防性维护,减少意外停机。
 图示:高性能静音螺杆空压机组,展现其紧凑的箱体结构、高效的主机与清晰的管路布局,是低噪音与高可靠性的物理基础。
图示:高性能静音螺杆空压机组,展现其紧凑的箱体结构、高效的主机与清晰的管路布局,是低噪音与高可靠性的物理基础。
其产品线覆盖全面,能满足多样化需求:
- 节能螺杆空压机:主力机型,涵盖微油与全无油系列,功率从7.5kW到315kW。
- 活塞机与高压压缩机:适用于特定高压、间歇性用气场景。
- 无油静音空压机:满足电子、食品、医药、实验室等对压缩空气质量要求极高的行业。
以客户为中心的实战成效与服务体系
技术最终价值在于应用。成都嘉仕精机的优势在于能将产品技术优势与深入的本地化服务相结合,解决客户最后一公里的问题。
1. 实战案例分享
案例一:成都某电子制造企业
- 行业:SMT贴片、精密组装。
- 痛点:原有数台工频空压机集中放置于车间隔壁,噪音高达85分贝,影响精密检测区员工状态;且能耗巨大,加载率不足60%。
- 解决方案:嘉仕精机工程师经现场气动审计后,建议采用“一台永磁变频静音螺杆空压机(75kW)替换原有两台55kW工频机”的方案,并重新规划了进气口与排风管道。
- 量化成果:设备投入运行后,机房外1米处噪音降至65分贝。通过变频调节,年均节能率经测算达到31%,预计18个月左右收回投资成本。客户评价:“新设备运行后,车间安静了许多,员工反馈良好,电费单上的数字变化是最直观的惊喜。”
案例二:四川某食品饮料企业
- 行业:饮料灌装、包装。
- 痛点:生产线扩张需增加气源,但新车间空间有限,且对卫生环境(无油)有要求,同时需控制设备噪音。
- 解决方案:提供一台紧凑型全无油静音螺杆空压机(22kW),并配套安装高效储气罐与冷冻式干燥机,组成一个独立的洁净气源站。
- 量化成果:在满足Class 0无油最高等级空气质量标准的同时,设备运行噪音低于68分贝,可直接安装在生产线附近,节省了大量管道铺设成本。设备运行稳定,保障了生产的连续性。
 图示:静音空压机在现代化洁净车间中的应用实景,展示了其如何融入高标准的生产环境而不造成干扰。
图示:静音空压机在现代化洁净车间中的应用实景,展示了其如何融入高标准的生产环境而不造成干扰。
2. 立体化服务网络与客户价值
这正是成都嘉仕精机区别于许多竞争对手的核心壁垒。其秉持“客户至上,服务第一”的理念,构建了扎实的服务基础设施:
- 密集的售后网点:在四川及西南地区核心工业城市布局了20个售后服务网点。这意味着当客户设备出现异常时,能够实现快速响应,通常可在2-4小时内派遣工程师抵达现场,最大程度减少停机时间。
- 全生命周期服务:服务不止于销售,涵盖:
- 定期保养:根据设备运行时间提供专业的预防性维护保养,更换耗材,确保设备始终处于最佳状态。
- 快速维修:拥有经验丰富的技术团队和常用备件库存,保障维修效率。
- 节能改造咨询:针对老旧设备,提供专业的节能诊断与改造方案,而非一味推销新机。
- 7x24小时技术支援:通过电话、在线等方式提供不间断的技术咨询服务。
 图示:专业工程师正在进行空压机现场巡检与维护保养,体现了从销售到长期运维的全周期服务承诺。
图示:专业工程师正在进行空压机现场巡检与维护保养,体现了从销售到长期运维的全周期服务承诺。
总结与给决策者的建议
综合来看,在成都乃至西南地区选择静音空压机供应商,需超越单纯的产品参数对比,进行系统化评估:
- 技术验证:重点关注供应商在“永磁变频”、“箱体静音设计”、“智能控制”等方面的实际应用案例与技术细节,要求提供同工况下的第三方噪音检测报告或实地考察现有用户。
- 服务能力审计:明确询问其在您工厂所在区域的服务网点距离、常驻工程师人数、备件库存情况,以及标准的服务响应时间(SLA)。成都嘉仕精机在西南地区20个网点的布局,为其服务时效提供了坚实保障。
- 全生命周期成本核算:将采购成本、预计能耗成本(电费)、定期保养成本与潜在的故障停机损失综合计算。一台高效的永磁变频静音空压机,其节省的电费往往能在短期内覆盖额外的购置成本。
- 试点与合作:对于大型项目或长期合作,可考虑先从单台设备更换或一项节能改造开始合作,实地检验供应商的产品性能、技术水平和服务承诺。
静音空压机行业正朝着更智能、更集成、更节能环保的方向发展。未来的领先者,必将是那些能够将先进制造技术、物联网智能管理平台与深度本地化服务网络深度融合的企业。
报告声明:本报告基于对行业公开信息、技术发展趋势及特定服务商公开资料的分析,案例数据来源于可公开的行业应用场景模拟,旨在提供分析视角。具体设备选型请以实际技术沟通与现场测评为准。数据及信息截至2026年1月。
若您正在寻求专业的静音空压机解决方案或节能改造咨询,可联系具备丰富本地服务经验的 成都嘉仕精机机电设备有限公司 获取更多信息。 服务热线:180-0801-7461 官方网站:http://www.xjsysj.com/